| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
龙丽金属材料有限公司地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 广东湛江精密无缝管等几十个品种,上千个规格。



精密钢管挤压工艺参数
包括挤压温度、挤压速度和挤压比。挤压温度随合金不同而异。各种金属和合金管材的挤压温度列于表1。挤压速度取决于合金种类、 塑性温度范围、产品表面质量、组织和性能、形状和规格、锭坯种类和状态、挤压方法、变形程度、工具允许的压力、挤压机能力等。各种金属和合金管材的金属流出速度列于表2。
管材生产的挤压比一般都在较宽的范围内变化,主要取决于挤压机能力、挤压筒大小和合金种类等因素。厚壁铝合金管的挤压比应大于8,但不宜过大,以保证所需的性能。采用焊合法挤压时,挤压比应大于25。紫铜管的挤压比为250左右;a黄铜的为60~300, β黄铜和(α+β)黄铜的可达到700左右;青铜的挤压比为50~100;白铜的挤压比大致为80。钛及钛合金管材的 挤压比为100。



焊接精密钢管标准
焊接精密钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的精密钢管。焊接精密钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝精密钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接精密钢管的品种规格日益增多,并在越来越多的领域代替了无缝精密钢管。焊接精密钢管按焊缝的形式分为直缝焊管和螺旋焊管。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30-,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。


定义:精密钢管是指两端开口并具有中空断面,其长度与周边之比较大的钢材,按生产方法可分为无缝精密钢管和焊接精密钢管,精密钢管的规格用外形尺寸(如外径或边长)及壁厚表示,其尺寸范围很广,从直径很小的毛细管直到直径达数米的大口径管。精密钢管可用于管道、热工设备、机械工业、石油地质勘探、容器、化学工业和特殊用途。
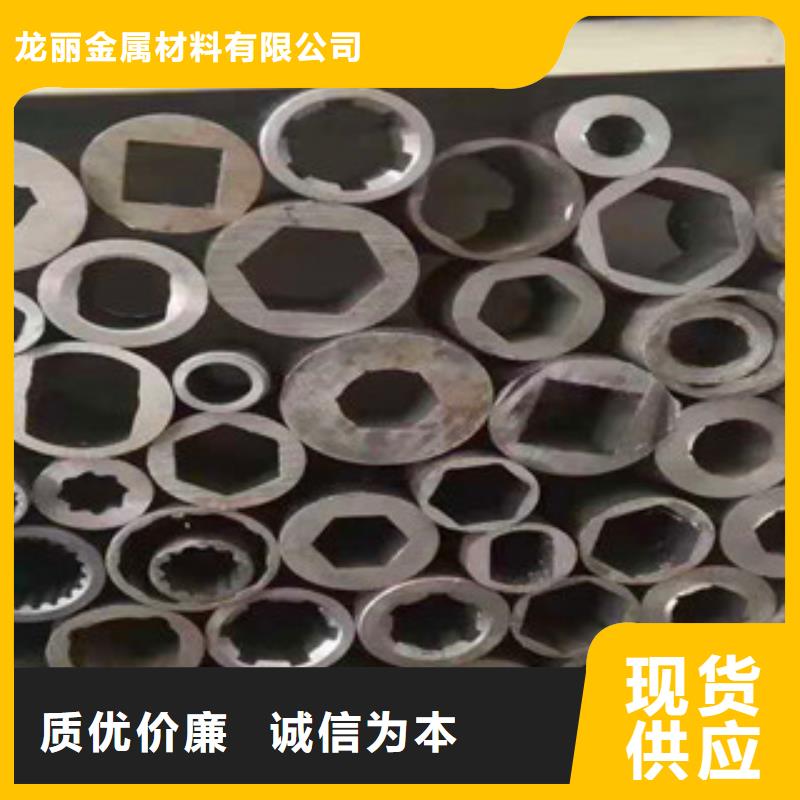
分类:精密钢管分无缝精密钢管和焊接精密钢管(有缝管)两大类。按断面形状又可分为圆管和异形管,广泛应用的是圆形精密钢管,但也有一些方形、矩形、半圆形、六角形、等边三角形、八角形等异形精密钢管。对于承受流体压力的精密钢管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些精密钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。
1、按生产方法分类
(1)无缝精密钢管--热轧管、冷拔管、挤压管、顶管、冷轧管
(2)焊管
(a)按工艺分--电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管
(b)按焊缝分--直缝焊管、螺旋焊管