以下是:无缝管冷轧无缝钢管厂家直营的产品参数
| 产品参数 |
|---|
| 产品价格 | 4999/吨 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 989989889 |
|---|
| 运费说明 | 电议 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 艾斯特 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 聊城 |
|---|
| 产品产地 | 山东 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
选购无缝管冷轧无缝钢管厂家直营来郴州市汝城县找艾斯特钢材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15506353506,{QQ:15506353506},地址:[聊城经济开发区发货到湖南省 郴州市 汝城县、北湖区、苏仙区、桂阳县、宜章县、永兴县、嘉禾县、临武县、桂东县、安仁县、资兴市]。 湖北省,郴州市,汝城县 2021年,汝城县地区生产总值100.06亿元,比上年增长8.2%。其中,产业增加值18.14亿元,第二产业增加值27.48亿元;第三产业增加值54.42亿元,人均地区生产总值29079元。
想要知道无缝管冷轧无缝钢管厂家直营产品如何?看视频就知道!看视频,选产品更明智!
以下是:无缝管冷轧无缝钢管厂家直营的图文介绍


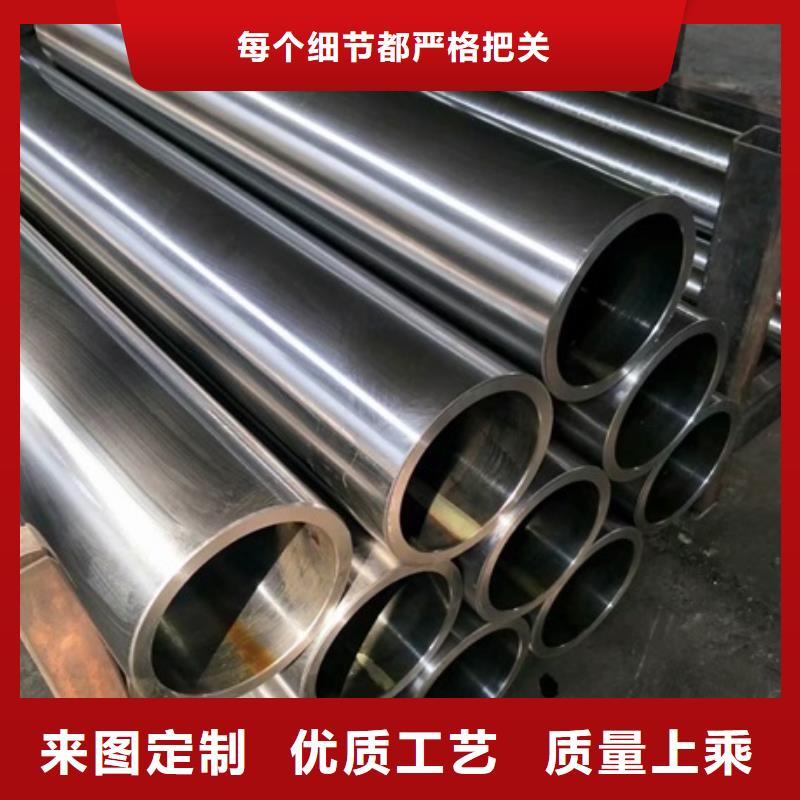
无缝管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。 生产工艺: 1、热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库 2、冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。



无缝钢管是由钢铁中的各种元素构成,这些元素按照不同比例组合,构成了无缝钢管不同的机械性能,任何一种元素的多少都会直接影响无缝钢管的机械性能。那么这些元素在钢材构成当中各自扮演什么角色呢?下面就让我们一起来了解一下影响无缝钢管性能的各个元素: 碳(c):含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性能降低,碳含量过高容易造成晶间腐蚀不合格。钢和铁的界线由 C 含量来控制:<2.11%的为钢 硅(Si):Si 是脱氧剂和脱硫剂,有较高的强度和硬度,可改善钢的热加工性能。 铬(Cr):铬能显著提高钢的强度,硬度和耐磨性,但同时会降低塑性和韧性。 镍(Ni):镍可提高钢的强度,又可使钢保持良好的塑性和韧性。 钼(Mo):钢中加入钼,能提高钢的机械性能。 钛(Ti):钛是钢中的脱氧剂。降低实效敏感性和冷脆性。钢中加入一定量的钛有抗晶间腐蚀的能力。 磷(P):磷是钢中有害元素,增加钢的冷脆性,使焊接性能变坏,降低塑性,使冷弯性能变坏。通常情况下,钢中磷的含量控制的越低越好。 硫(S):硫是钢中的有害元素,使钢产生热脆性,降低钢的延展性和韧性,在锻造时容易造成裂纹,同时还降低钢的耐腐蚀性。所以硫的含量须尽量控制得低。 氮(N):氮能提高钢的强度,低温韧性和焊接性。增加实效敏感性。适量的氮可提高不锈钢的抗点腐蚀性和强度。



艾斯特钢材有限公司位于经济开发区。本公司是一家专业开发设计生产 郴州汝城无缝钢管现货。本公司严把质量关紧紧盯住市场发展的前景,对任何影响质量和企业的各种因素实行跟踪和排除,使产品质量稳重上升,新产品种类不断增加,市场占有率逐步扩大。公司严格遵循质量可靠、客户至上、以人为本的方针目标,建立了完整的售后服务体系,全力为客户提供贴心的服务,充分保证了每位客户无后顾之忧,并积j i发展了以客户为导向的研发工作,保证了每位客户的需求。我们遵循合作、和谐、发展、双赢的原则,与全国供应商建立了深厚的友谊和良好的合作关系,在风云变幻的市场经济大潮中共谋发展;我们坚持诚信、品牌、服务、创新的经营理念,在激烈竞争的农化市场中共铸品牌塑造和谐营销,建立双赢的战略合作伙伴关系。


精密无缝钢管酸洗概述: 利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO 等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。 精密无缝钢管酸洗常用介质:硫酸、硝酸、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。 精密无缝钢管酸洗工艺 主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的阿铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。



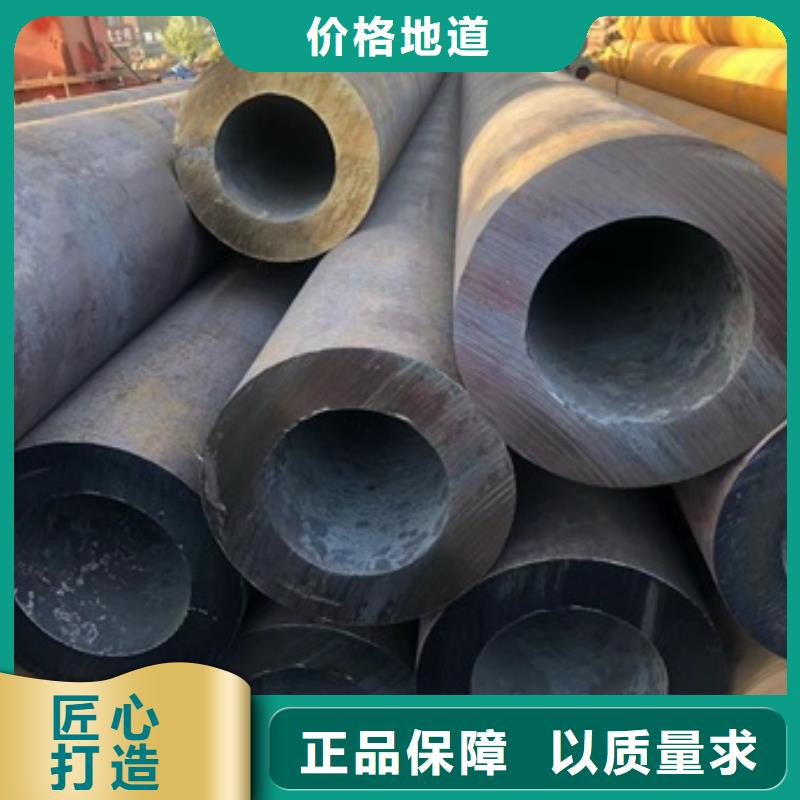
热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。

艾斯特钢材有限公司【15562869292】在郴州市汝城县本地专业从事无缝管冷轧无缝钢管厂家直营,价格低,发货快,效果好 ([城市群])可送货上门。